
PL-46, Joints soudés et raccords sans plomb
Fiches Bonnes pratiques Retour Date de publication : 1 décembre 2019

Mise en contexte
Tel qu’indiqué dans la fiche Bonnes pratiques PL-44 Teneur en plomb des robinets et accessoires de robinetterie, les robinets et accessoires de robinetterie destinés à la distribution d’eau potable pour consommation humaine doivent être « sans plomb »1 pour pouvoir être installés dans un réseau de distribution d’eau potable visé par le chapitre III, Plomberie du Code de construction du Québec.
Lire la suite
Note : Une partie de l’information contenue dans cette fiche Bonnes pratiques provient du document Recommended Practice for Soldering of No-Lead Copper Alloys publié par la Canadian Copper & Brass Development Association et la Copper Development Association. Ce document a été adapté avec l’accord de ces deux organismes.
Les alliages de cuivre (laiton, bronze) sans plomb utilisés pour répondre à cette exigence peuvent contenir différents matériaux pour remplacer le plomb, comme de la silicone ou du bismuth.
Problématique
Les raccords (robinet, accessoire, etc.) sans plomb peuvent s’avérer plus difficiles à souder que les raccords en laiton ou en bronze qui contiennent du plomb. Cette difficulté accrue est principalement causée par la conductivité thermique plus faible de certains alliages de cuivre sans plomb (plus particulièrement ceux qui contiennent de la silicone pour remplacer le plomb). C’est-à-dire que la chaleur prend plus de temps à se propager dans ces alliages. Par conséquent, il faut les chauffer plus longtemps pour atteindre la température nécessaire au soudage.
Pour cette raison, il faut éviter de chauffer le joint à souder en appliquant la flamme en un seul point du raccord. Cette pratique, particulièrement lorsqu’elle est utilisée avec un raccord sans plomb, ne permet pas aux différentes composantes du joint (tube, raccord, espace capillaire et métal d’apport) d’atteindre la température nécessaire à l’obtention d’une soudure de qualité.
Exigences du chapitre III, Plomberie
Le chapitre III, Plomberie du Code de construction du Québec exige que les joints soudés soient réalisés conformément à la norme ASTM B828 Making Capillary Joints by Soldering of Copper and Copper Alloy Tube and Fittings (voir l’article 2.3.2.4. du chapitre III, Plomberie). Cette exigence est applicable, peu importe que les raccords à souder soient avec ou sans plomb.
Le chapitre III contient aussi des exigences concernant le flux et le métal d’apport à utiliser (voir l’article 2.2.9.2.). Premièrement, dans un réseau d’alimentation en eau potable, il faut utiliser un flux et un métal d’apport dont la teneur en plomb ne dépasse pas 0,2 %. Ensuite, le métal d’apport doit être conforme à la norme ASTM B32 Solder Metal. Finalement, le flux utilisé doit être conforme à la norme ASTM B813 Liquid and Paste Fluxes for Soldering of Copper and Copper Alloy Tube.
Étapes à suivre
La norme ASTM B828 référée par le chapitre III, Plomberie contient toutes les étapes nécessaires à l’obtention d’un joint soudé de qualité entre un tube en cuivre et un raccord, qu’il soit avec ou sans plomb. Il faut toutefois s’assurer de réaliser chaque étape avec soin, sans utiliser de raccourci.
Voici un résumé des principales étapes nécessaires à l’obtention d’un joint soudé entre un raccord et un tube en cuivre2.
Étapes de préparation :
- Mesurer et couper le tube;
- Aléser (retirer les bavures à l’endroit où le tube a été coupé);
- Nettoyer (retirer l’oxydation sur les surfaces à souder à l’aide d’une brosse métallique et d’une toile abrasive);
- Appliquer le flux (appliquer une mince couche de flux sur les surfaces à souder, tout de suite après les avoir nettoyées);
- Assembler et supporter (insérer le tube jusqu’au fond du raccord et supporter l’assemblage de manière à assurer un espace capillaire uniforme sur toute la circonférence du joint).
Étapes de soudure (processus de chauffage) :
- Préchauffer (chauffer l’assemblage de manière à amener chaque élément du joint à la température de soudure);
- Appliquer le métal d’apport (remplir complètement le joint avec le métal d’apport fondu).
Étapes après soudure :
- Refroidir et nettoyer (refroidir à l’air libre et retirer l’excès de flux à l’aide d’un linge humide);
- Inspecter (examen visuel du joint).
Tel qu’indiqué précédemment, les alliages de cuivre sans plomb (et plus particulièrement ceux qui contiennent de la silicone) possèdent une conductivité thermique moins élevée et laissent moins de place à l’erreur que ceux qui contiennent du plomb. Il est donc important d’accorder une attention particulière au processus de chauffage (étapes 6 et 7 ci-dessus) lors du soudage de raccords sans plomb.
Composantes du joint
Il est aussi important de noter que le joint est un assemblage composé de quatre composantes distinctes :
- Le tube;
- Le raccord (robinet, accessoire, );
- L’espace capillaire;
- Le métal d’apport.
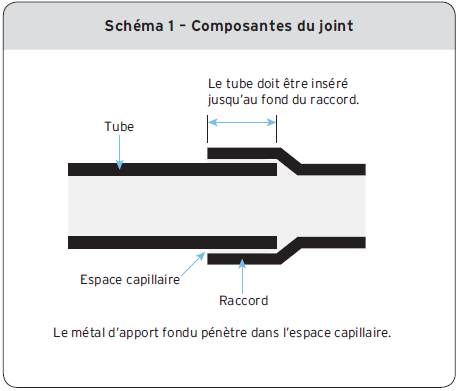
Pour obtenir un joint de qualité, chaque composante doit être élevée et maintenue à la température de fusion du métal d’apport pour que celui-ci puisse remplir complètement l’espace capillaire et adhérer aux parois du tube et du raccord. Le processus de chauffage doit donc être réalisé de manière à obtenir ce résultat.
Préchauffage
Tel qu’indiqué précédemment, il faut éviter de chauffer le joint seulement par l’entremise du raccord. Cette façon de faire est particulièrement inefficace avec des raccords sans plomb, à cause de leur faible conductivité thermique3. Par conséquent, lorsque la flamme du chalumeau est appliquée uniquement sur le raccord, la chaleur peine à se rendre au tube en cuivre et à l’élever à une température satisfaisante (le raccord et l’espace capillaire jouent le rôle d’isolant thermique pour le tube).
Ceci peut mener à l’une des problématiques suivantes :
- La surface à souder du raccord atteint la température désirée, mais pas celle du tube. Le métal d’apport fond et adhère à la circonférence du joint, mais ne pénètre pas dans l’espace capillaire.
- La surface à souder du raccord atteint la température désirée, mais celle du tube l’atteint à peine. Le métal d’apport fond, et par le fait même refroidit la surface du tube empêchant ce dernier de conserver la température requise. Ainsi, le métal d’apport se solidifie avant d’avoir entièrement rempli l’espace capillaire.
- Les surfaces à souder du raccord et du tube atteignent la température désirée, mais le flux a eu le temps de brûler entretemps. Cela empêche le métal d’apport de pénétrer adéquatement dans l’espace capillaire.
- Les surfaces à souder du raccord et du tube atteignent la température désirée, mais l’excès de chaleur contenu dans le raccord empêche le joint de refroidir assez Une partie du métal d’apport s’écoule de l’espace capillaire avant d’avoir pu se solidifier.
Pour éviter ces problèmes, il est essentiel de préchauffer le tube en cuivre avant le raccord. Ceci permet d’obtenir une température uniforme à chaque composante du joint.
Pour préchauffer le tube, il est recommandé que la flamme du chalumeau soit perpendiculaire au tube et soit appliquée à une distance du raccord équivalente à la longueur du tube qui pénètre dans le raccord (voir schéma 2).
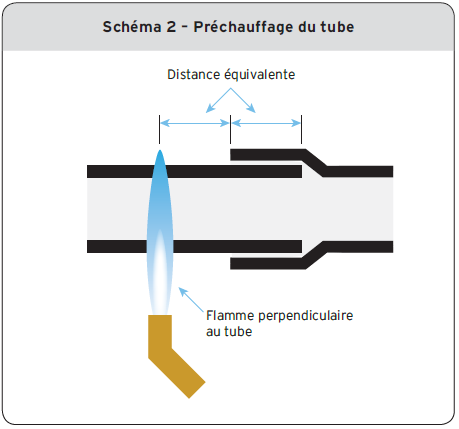
Le tube en cuivre ayant une conductivité thermique élevée, la chaleur est transmise rapidement à la surface du tube qui se trouve à l’intérieur du raccord (surface à souder du tube) et permet même de commencer à réchauffer la surface à souder du raccord. Le tube devrait être chauffé jusqu’à ce que le flux à la circonférence du joint devienne actif (le flux commence à « nettoyer » les surfaces du tube et du raccord). Une fois cette étape terminée, la flamme peut être déplacée sur le raccord.
Depuis le 1er juillet 2008, le flux d’avivage doit obligatoirement répondre à la norme de certification ASTM B813, tel que spécifié à l’article 2.2.9.2. 3) du chapitre III, Plomberie : « Les flux de joints soudés doivent être conformes à la norme ASTM B813, Liquid and Paste Fluxes for Soldering of Copper and Copper Alloy Tube. Cependant, certains distributeurs proposent encore des pâtes (flux d’avivage) ne portant pas cette homologation ou qui affichent une autre certification (ex. : NSF 61).
Des études démontrent que les flux non-homologués ASTM, à base de pétrole, peuvent augmenter les risques de corrosion du tuyau, et ce, plusieurs années après la réalisation de la soudure. Évidemment, cela peut rendre la tuyauterie défaillante, mais aussi augmenter la concentration de cuivre dans l’eau potable à des taux supérieurs aux normes recommandées.
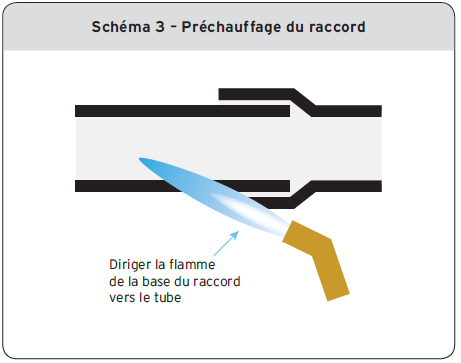
Pour chauffer le raccord, il est recommandé de diriger la flamme de la base du raccord vers le tube (voir schéma 3). Ceci permet de concentrer l’essentiel de la chaleur sur le raccord tout en maintenant la température du tube qui a été chauffé préalablement. Il est aussi essentiel de déplacer la flamme tranquillement autour du joint afin d’obtenir une température uniforme sur toute sa circonférence. Le préchauffage est terminé lorsque le métal d’apport fond au contact du joint.
Application du métal d’apport
Comme pour le préchauffage, il faut éviter d’appliquer la chaleur en un seul point du raccord. La température doit être maintenue dans chaque élément du joint lors de cette étape, afin d’éviter les résultats problématiques énumérés précédemment.
Pour un joint à l’horizontale, il est recommandé de déplacer la flamme à la base du raccord et la décaler légèrement par rapport à la partie inférieure du joint (ex. : à 5 heures). Le métal d’apport est alors appliqué sur le joint, jusqu’à ce qu’il remplisse complètement l’espace capillaire à cet endroit. Il faut ensuite se déplacer lentement vers le dessous du joint et répéter cette même étape (remplir l’espace capillaire avec le métal d’apport fondu) jusqu’au-dessus du joint, en passant par le côté opposé (ex. : de 5 à 12 heures dans le sens horaire); et en gardant la flamme toujours un peu en avant de la position où le métal d’apport est appliqué.
Puis, en repartant du point de départ (le métal d’apport devrait déjà avoir commencé à se solidifier à cet endroit), il faut répéter le même processus dans le sens contraire (ex. : de 5 à 12 heures dans le sens antihoraire) pour remplir la partie restante du joint. De cette manière, l’espace capillaire est rempli de métal d’apport sur toute la circonférence du joint.
La procédure est sensiblement la même pour un joint à la verticale, mais le point de départ n’a pas d’importance.
Il est aussi recommandé de contrôler la distance entre la flamme et le joint de manière à maintenir sa température sans toutefois le surchauffer. Ceci permet de faire fondre le métal d’apport sans trop le liquéfier, afin qu’il conserve un état légèrement pâteux.
Refroidissement
Le joint soudé doit ensuite être refroidi lentement et naturellement (à l’air libre). Il est important de ne pas le refroidir brusquement (éviter l’eau, le trempage, etc.). Si le processus de chauffage a été réalisé adéquatement, c’est-à-dire sans chauffer le raccord de manière excessive, alors le métal d’apport se solidifiera et refroidira le joint assez rapidement après le retrait de la flamme.
Conclusion
La procédure établie par la norme ASTM B828 permet de réaliser un joint soudé de qualité, peu importe que le raccord soit avec ou sans plomb. Certains alliages de cuivre sans plomb ont toutefois une conductivité thermique plus faible. Il faut donc accorder une attention particulière au processus de chauffage et éviter de prendre des raccourcis.
Références
ASTM B828 Standard Practice for Making Capillary Joints by Soldering of Copper and Copper Alloy Tube and Fittings; ASTM International.
Chapitre III, Plomberie du Code de construction du Québec, et Code national de la plomberie – Canada 2010 (modifié); Conseil national de recherches du Canada.
Recommended Practice for Soldering of No-Lead Copper Alloys; Copper Development Association Inc.
1 - Teneur en plomb d’au plus 0,25 % pour la surface en contact avec l’eau.
2 - Se référer à la norme ASTM B828 pour plus de détails.
3 - À titre comparatif, un alliage de cuivre sans plomb qui contient de la silicone présente un cœfficient de conductivité thermique environ 10 fois moins élevé qu’un tube en cuivre; et environ 2 à 3 fois moins élevé qu’un alliage de cuivre qui contient du plomb.
Lors d’une consultation postérieure à la date de sa publication, il vous revient de vérifier si la présente fiche a été mise à jour, remplacée ou annulée. Cette fiche explicative ne remplace pas, en tout ou en partie, la réglementation en vigueur, soit le Code de construction du Québec. Toute reproduction est interdite sans l’autorisation de la CMMTQ.
Document(s)
Nous joindreSitués à Montréal, les bureaux de la CMMTQ sont ouverts du lundi au vendredi, de 8 h 30 à 12 h, et de 13 h à 16 h 30. Notre équipe répond à vos questions. |
Revue IMBPour connaître les nouvelles tendances et façons de faire, abonnez-vous gratuitement à la revue de la CMMTQ et recevez vos exemplaires par la poste. Référence pertinente pour l’industrie de la mécanique du bâtiment, IMB propose un contenu d’actualité et des dossiers complets sur une grande diversité de sujets techniques. |
|
© 2025 Corporation des maîtres mécaniciens en tuyauterie du Québec (CMMTQ) | Tous droits réservés. | Conception Web : ViGlob | Politique de confidentialité |
|
© 2025 Corporation des maîtres mécaniciens en tuyauterie du Québec (CMMTQ) | Tous droits réservés. | Conception Web : ViGlob